三十年三代绝活 育成火箭大心脏!
主播君的话
发动机被喻为火箭的“心脏”,在我国唯一大型液体火箭发动机研制生产单位7103厂,30年来,70后、80后、90后三代青年航天工匠创新着从手工操作到使用先进数控设备加工精密零件的转化,实现着从制造到智造的跃升。

仰望苍穹
星河耿耿
在7103厂
奋斗着一群青年
7103厂
是我国唯一的大型液体火箭发动机研制生产单位
载人航天、探月工程、北斗导航、火星探测
…………
年年岁岁
日日夜夜
一代代青年工匠与液体火箭发动机为舞
刻苦钻研、勇于创新、精益求精
从传承、坚守中书写着“不变”与“变”
“不变”的是航天精神
“变”的是创新的新时代要求
今天
走近70后杨峰、80后蔡帆、90后董明明
从三代青年航天人身上
倾听他们的工匠精神、创新故事
感悟他们身上折射出来的“变”与“不变”
01
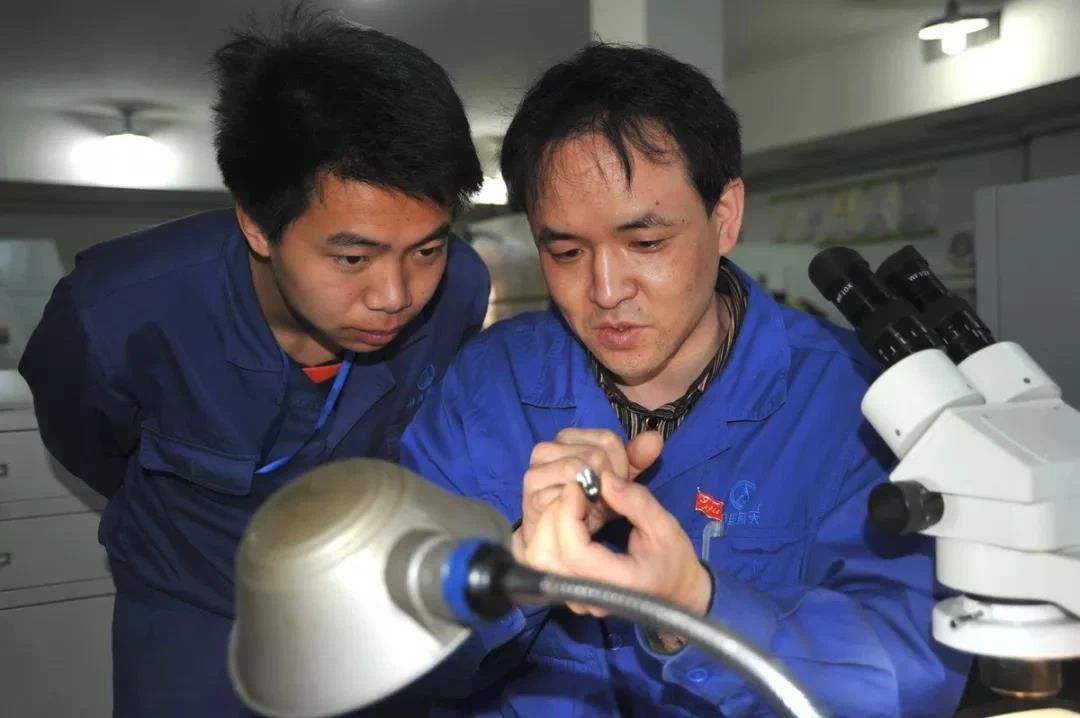
70后杨峰
“30年‘变身’ 从普通钳工转向全能数控操作者”
1992年,不到20岁的杨峰来到7103厂,成为一名钳工,承担液体火箭发动机阀门零部件的精密加工任务。
杨峰说,要成为一把好剑既需要理论支撑,也需要实操技能。杨峰勤学苦练,相关车铣刨磨钳领域的书籍,他常常读到凌晨两三点;为了训练技术,他开始用台钻在鸡蛋上练习打孔,成功后进一步用手持电钻打孔,练就了蛋壳破而蛋膜完整的功夫。
杨峰说,他们那时加工零件手工操作多,对于手工打磨能力要求极高,必须练实基本功。
创新挑战 A
1995年,面对困扰车间生产的“A零件”加工难题,杨峰迎难而上。“A零件”是火箭发动机启动活门中的关键零件,当火箭点火时要及时打开,以便燃料和氧化剂能够顺利进入燃烧室。
杨峰说,“A零件”的加工难点在于锁销孔,位置度只允许向一方偏移0.05毫米,如果偏移方向相反则报废,同时锁销孔的表面粗糙度要求较高,必须低于1.6微米,也就相当于人的头发丝粗细的1/50。
为了寻找最佳的加工方法,摸索最好的刃磨角度,杨峰利用废料进行试加工,从钻头角度的修磨、铰刀的修磨,再到切削液的调配,反复试验。那段时间,杨峰废寝忘食驻扎在车间,15天后,终于将加工质量稳定下来。
兢兢业业的付出有了收获,“A零件”的加工方法将产品合格率由之前的70%提升并一直稳定在98%。
创新挑战 B
20年前,工人在加工某阀体2对直径为2毫米的相交孔时,是利用分度头装夹零件的一个螺纹嘴,先抬起一定的角度再旋转另一个角度来加工,孔的位置通过划线找正。
杨峰说,当时,只有加工完第一个孔后,才能加工第二个跟它相交的孔,这个过程不仅费时费力,还经常会导致两个相交孔不在同一个平面内,达不到要求,导致零件报废。
为了破解这一难题,杨峰每天绕着钻模苦思冥想,有时吃着饭夹上菜就停下来,在路上碰到同事打招呼也毫无反应。
两个月时间里,试验、改进、再试验、再改进,在不断尝试过程中,杨峰终于通过创新斜孔定位的方式将三个角度融合在了一个铝制钻模上。
杨峰说,通过峰形钻模一次装卡固定,就能手扶零件钻完相交孔。原来加工一个零件耗时一个半小时,如今一个零件完成,只需要5分钟,不仅大大提高了生产效率,而且合格率也从之前的80%提升到100%。
后来,这项发明不仅获得专利,还获得航天科技集团公司五小成果一等奖。
创新挑战 C
2013年9月,工厂接到某型号产品充气阀锥面60°喇叭嘴的紧急修复任务,杨峰临危受命率领检修小组直奔发射基地。
尽管设想了各种方案,可到现场后被告知:“锥面必须在车床上才能加工,手工打磨无法保证20兆帕的压力,而且修复只能在箭体狭小的空间进行,几乎不可能完成。”
发射在即,杨峰凭借娴熟的技能和多年经验,小心翼翼地交替使用五个研磨棒,纯手工精准操作,历时一个半小时,硬是一点点研磨密封锥面,消除了挤压变形。经打压试验锥面丝毫不漏,飞行试验取得圆满成功。
工作以来,杨峰先后完成了以长征系列运载火箭为代表的数十种型号火箭发动机数以万计阀门关键零部件的精密加工,产品始终保持100%合格率。
“创新的目的就是为了‘偷懒’,节省时间,提高效率。从前是加班加点抢任务,现在是依托技术创新提升质量、效率和效益。”——杨峰
02
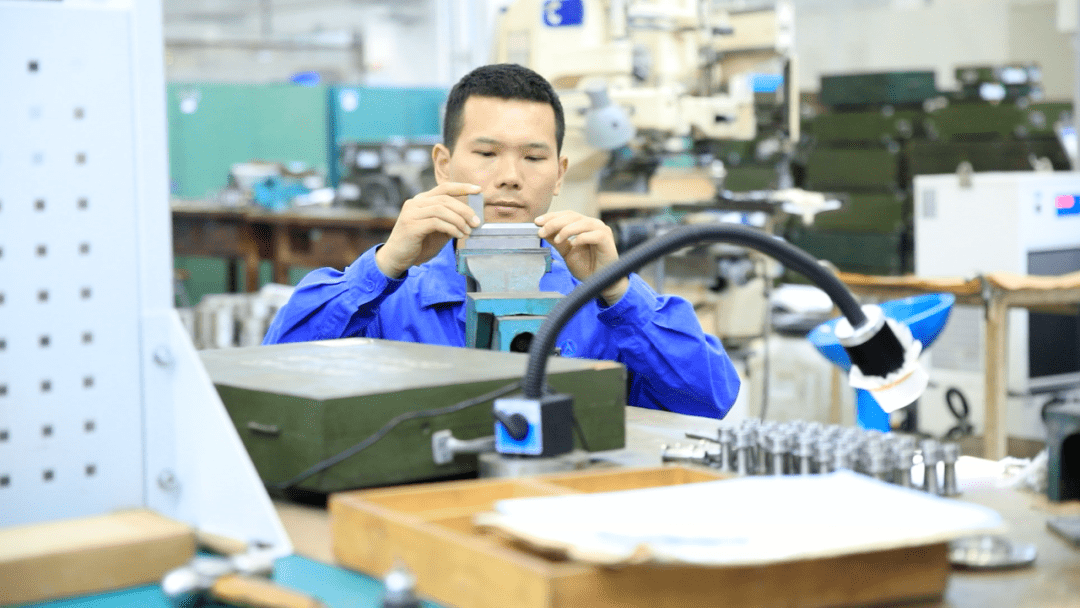
80后蔡帆
“新青年迎来新挑战 从传统手工操作转向精密技术、高精设备”
2009年,蔡帆入职7103厂,成为一名数控铣工。
近些年,随着航天事业的快速发展,一批超精密、高精端设备开始在生产中投入使用,传统以手工为主的加工方法需要向新技术应用和新设备加工方面转化,这对于蔡帆等新一代青年航天工匠形成了新的挑战。

创新挑战 A
2011年的一天,蔡帆在车间看见几个车工正在流水加工一个八通零件。蔡帆说,当时,加工一件八通零件需要占用五台设备,更换五套组合夹具,前后装卸六次,才能完成零件上六个螺纹嘴的加工,不仅程序繁琐,加工周期长,而且产品质量不易保证,操作工人劳动强度大。
蔡帆决定改进传统加工方法,为此,他向师父杨峰提议能不能利用数控铣床一次性加工零件。
在杨峰的支持和指导下,蔡帆大胆思考、摸索,不久正式申报了《八通的加工方法改进可行性分析》。然而,鉴于螺纹嘴喇叭口的表面粗糙度要求很高,很多同事质疑数控铣床能否实现。
为此,蔡帆顶住压力,反复尝试,从自己设计刀具和工装入手,最终成功利用四轴加工中心以铣代车一次性加工六个外螺纹嘴和内腔。
如此一来,一台设备代替了五台设备,一次装夹完成车床六次装夹的工作量,不仅零件加工精度高,产品质量得到保证,而且有效降低了人员劳动强度,使得加工效率提高三倍。
后来,《八通加工方法的改进》获得航天科技集团公司五小成果二等奖,该方法也在工厂全面推广应用。
创新挑战 B
在探月工程系列发动机中,直径小于0.12毫米的微孔加工技术相当有难度。其中关键在于要选配钻头刃磨、刃具材料,确定切削用量参数。
面对新型的高温合金、铍青铜及复合材料,蔡帆吃、住在车间,铆着劲“吃”下这个难题,终于成功在设备上完成了直径0.08毫米、深度0.7毫米、空间位置精度0.02毫米的零件加工。
“自己的岗位虽然很平凡,但是我要做的不平凡。”——蔡帆
03
90后董明明
“新时代需要新工匠精神 从制造向智造迎来蝶变”
2014年,90后董明明入职7103厂,成为一名装配钳工。
董明明长期从事预先研究型号制造工作,新产品、新工艺需要新方法、新手段,工作中遇见新问题是家常便饭。
创新挑战
在空间站工程中,某新型上面级发动机阀门属于首次研制,滤网网片的折弯成形关系到发动机阀门控制的精准度。面对尺寸小、结构复杂、精度高的成形技术要求,董明明经过几天几夜的研究试验,制作专用工装,在5倍放大镜辅助下,完成了网片折弯任务,保证了产品研制进度。
在火箭发动机某新型研制类贮箱的装配焊接过程中,偶尔会出现待焊部位错边不齐且存在间隙的情况,将直接影响后续焊接质量。对此,董明明经过分析和摸索,设计了一种专用工装,利用螺栓的螺旋压紧力将错边箍住,与焊缝平齐,将间隙压平,确保了焊接质量。
“技术在日新月异发展,对于航天工匠的要求也在不断提高,新时代需要新工匠精神,我必须跟上。”——董明明

30年来
从手工操作到先进数控设备
到数字化、自动化、智能化
科技在日新月异地更替发展
对青年工匠的要求不断提高
他们顶住压力敢于创新挑战
在新时代新工匠精神要求下
完成着从制造向智造的跃升

今时
他们日夜与航天发动机为舞
锐意创新,不畏挑战
从“嫦娥四号”到“天问一号”
每次航天征程背后都有他们默默奉献的身影
他们
终将成为航天强国征程中一颗闪耀亮眼的星!
— End —
此为本平台原创
转载请注明来源
共青团新闻联播(ID:gqviewpoint)
记者|李川 杨宝光
编辑|李川 统筹 | 陈凤莉